







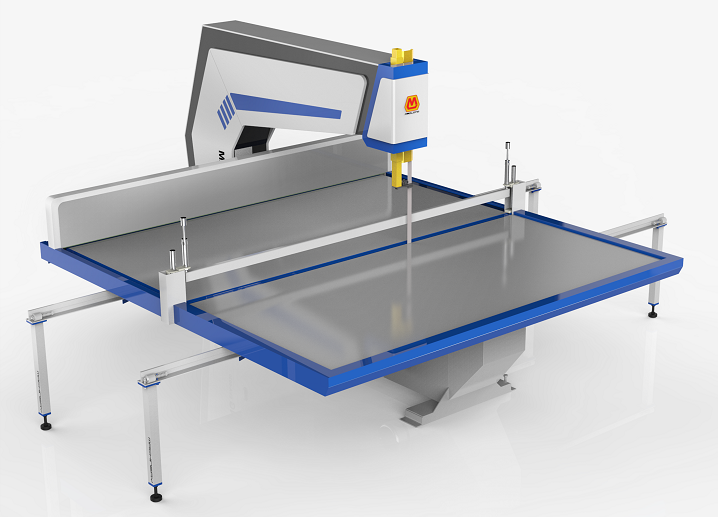
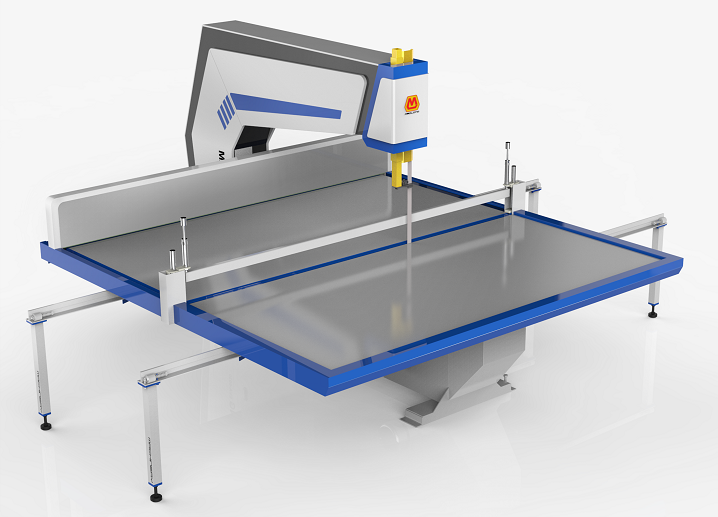



全自动四轮直切机安装③
直切机又叫切割下料机,主要用环状锯刀将大块的片状珍珠棉(EPE)、卷状珍珠棉( EPE)、卷状海绵、泡绵、鞋格、EVA、珍珠绵,皮革,蜂窝纸板等材料进行切裁成条料或块料。...
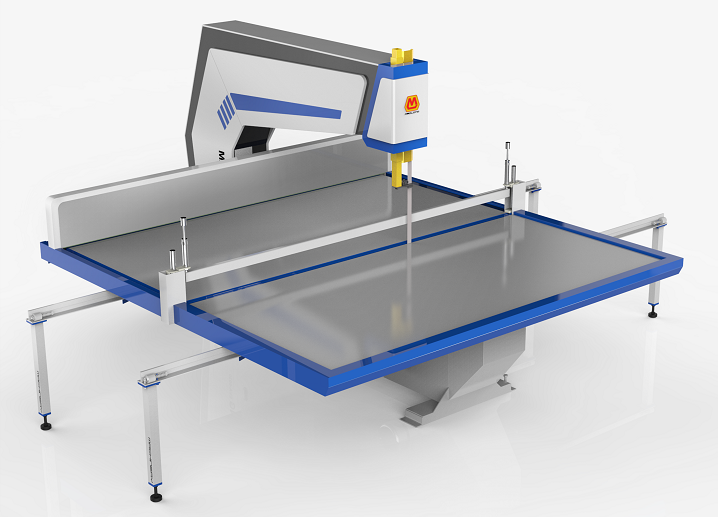
全自动四轮直切机安装②
直切机又叫切割下料机,主要用环状锯刀将大块的片状珍珠棉(EPE)、卷状珍珠棉( EPE)、卷状海绵、泡绵、鞋格、EVA、珍珠绵,皮革,蜂窝纸板等材料进行切裁成条料或块料。...
全自动四轮直切机安装①
直切机又叫切割下料机,主要用环状锯刀将大块的片状珍珠棉(EPE)、卷状珍珠棉( EPE)、卷状海绵、泡绵、鞋格、EVA、珍珠绵,皮革,蜂窝纸板等材料进行切裁成条料或块料。...
怎么让直切机的刀带使用更长久
直切机的刀带,虽然是耗材,但是为什么有的人使用半年到一年用一把,为什么你的刀带是半个月或者是一周就切割材料很钝呢 首先是需要购买好的刀带,如果刀带本身购买的品质就不好,就很难谈使用多久 其次是新换的刀带需要磨刀, 新刀在出厂时为了刀更好的保存都是没有开刃的,其次是涂有防绣油, 在使用的时候需要经常关注刀带是否锋利,当刀带不够锋利的时候就需要进行磨刀, 最后查看刀带表面以及刀轮是否带有异物,这些异物需要及时的清理, 这样工作后刀带可以使用更久,同时使得切割材料的效率更高。...
为什么你的直切机老是断刀呢
我们公司从成立的那一天开始我们就在做直切机(立切机),至今已有16年的生产经验。有很多的客户都在反馈为什么现在的刀带断刀很频繁,那就要从这几个方面来分析 1)首先我们在购买刀带的时候,需要选择品质好的刀带,我家是采用日本钢刀的材质做的刀带,品质是使用好的前提 2)刀带在出厂的时候为了不伤到人,刀带都是没有开过刃的,在更换新的刀带时首要是根据需要磨刀5分钟到10分钟,给刀带开刃,使材料的切割更容易 3)在刀带启动后听声音,刀带是否跟工作台有摩擦,更换后的刀带需要靠近外工作台但不能跟工作台进行接触,需要调节刀带到合适位置 4)在刀带使用一段时间后,需要主要刀带和刀轮表面是否沾有异物,及时清理,也能有效避免断刀 5)频繁断刀也可以根据刀带的表面痕迹察觉到是什么原因造成的断刀,及时处理,降低生产成本。...
怎么选购一台合适的直切机
我们公司成立到现在接近20年,专业从事立切机(直切机)的制造和生产,现在为大家介绍一下该怎么选购立切机(直切机) 首先我们要清楚我们是切割什么材料,明确你是切割什么材料选择合适的立切机的电机,电机有1.5KW,2.2KW,3.0KW。 其次选择了好的电机后就需要了解直切机的工作台面尺寸,以及可切割尺寸,看是否能满足切割自己的材料。 最后是了解直切机的构造和做工,设计合理的做工以及构造,可以使得设备更加的耐用,同时切割材料更加的精准, 如果你想了解更多,也可以通过13922975051来了解更多的立切机的咨询...
珍珠棉设备常说的三件套是指那三件设备
我们平常所说的珍珠棉设备三件套是指:直切机(立切机或者珍珠棉切割机),裁断机(冲床或者裁切机),热熔胶机(上胶机或者过胶机) 直切机负责珍珠棉板材的切割 裁断机切割后产品的成型 热熔胶机负责产品的贴合...
直切机机台的尺寸
很多客户的加工场所是在楼上,这个时候给客户安装设备涉及到设备进电梯的问题, 太小的电梯容纳不了这个机台,这个时候就没有办法通过电梯来使设备上楼, 标准直切机机台的尺寸是长2.7m宽1m高1.95m, 分体式直切机机台的尺寸是长2m宽1m高1.95m , 看一下电梯是否可以使设备上楼。...
珍珠棉贴合的方式
珍珠棉的贴合有两个分类, 一种是使用热熔胶加热具有粘连的特性来贴合珍珠棉 另一种是使用烫板融化珍珠棉使之具有粘性从而贴合珍珠棉...
全自动珍珠棉横竖分切机做的一次小升级
全自动横竖分切机做的一个小升级,是对珍珠棉材料厚度从过去可切80mm改成可切100mm,用来满足客户,可切材料的厚度的要求,在对可切材料厚度提升的情况下,品质要求不降低,价格也跟老款的价格维持不变,同时对老款 的设备给出更多的优惠给到大家。...